
 The second industrial revolution in the United States saw a major boom in economic output in the United States. After the dawn of the Bessemer process of steel making, the United States saw a huge output, and usage, of fabricated steel products. Applications ranged from bridge and building construction to frame components of automobiles. It was during this time that the original, mechanical presses (and brakes) were introduced to the market as a way to achieve mass production of formed steel sheets.
The second industrial revolution in the United States saw a major boom in economic output in the United States. After the dawn of the Bessemer process of steel making, the United States saw a huge output, and usage, of fabricated steel products. Applications ranged from bridge and building construction to frame components of automobiles. It was during this time that the original, mechanical presses (and brakes) were introduced to the market as a way to achieve mass production of formed steel sheets.
These machines dominated the market until the mid-1940’s when hydraulic press brakes were introduced to the market. Hydraulic brakes were first thought of as a safer alternative to mechanical brakes, which operate with a mechanical clutch and flywheel to generate force. However, the process of metal forming largely remained the same for decades; in order to achieve the most accurate angles and inside radii, bottom bending was the most prevalent form of bending. Bottom bending, or bottoming, can be described as a process where the metal is forced by the punch into the die until no air is present. The shape of the bent part mirrors that of the punch and die combination. Bottom bending requires considerable tons per foot and limits the operator to a certain range of achievable angles.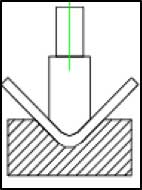
Air bending, by contrast, requires lower tonnage per foot and opens up the possibility of achievable angles. The punch is still brought down to contact the metal, but not to the point of removing space between the punch, metal, and die. Both bottom and air bending were, and still are, produced by “pump down” systems. A hydraulic pump, connected to a motor, moves oil through the valving system to move the ram down and through the bend. These systems are typically capable of producing accuracy to within .001”, great for applications for larger plate and bigger radius bends.
Pump down systems dominated the market until the 1980’s when the advent of directional proportional and servo valves started appearing on press brakes. These systems are capable of producing extreme ram accuracy to within .0004”, much greater than that of mechanical or pump down systems. This technology, however, would not in and of itself be able to produce the accuracy needed for precision bending. CNC, or Computer Numerical Control, which is now standard on all press brakes, has created the ability to very precisely control the power unit valves. Without CNC technology, coupled with the directional proportional valves, .0004” accuracy would not be a reality.
 In addition to the machine itself, there have been other developments that have positively improved the metal forming industry. The greatest improvement has been press brake tooling. For decades, the predominant method of producing tooling was with a planer. While still heavily used today in a wide array of applications, planer style tooling does not produce the accuracy required for extreme precision bending applications.
In addition to the machine itself, there have been other developments that have positively improved the metal forming industry. The greatest improvement has been press brake tooling. For decades, the predominant method of producing tooling was with a planer. While still heavily used today in a wide array of applications, planer style tooling does not produce the accuracy required for extreme precision bending applications.
The next wave of improvements has included machine and auxiliary component control. Whether competing locally or globally, labor rates are a key factor of the end price of products. A good fabrication shop keeps the press brake moving 20% of the time. The other 80% of the time is spent on part programming, manipulating material, shimming dies, and changing tools. The development of easy to use machine controllers and auxiliary components help keep the ram moving down and parts coming off of the press.
 Part programming time has been greatly reduced by the robust quality of the HMI, or Human Machine Interface. Sold on the vast majority of today’s press brakes, these products help operators make more accurate bends while saving time. Robust, PC based, HMI’s offer 3D bend simulation and sequencing software, tool and program storage for easy recall and setup, and precise control of auxiliary components. Most reputable HMI’s have on screen help and training buttons that aid the operator with any questions that arise during the bending process.
Part programming time has been greatly reduced by the robust quality of the HMI, or Human Machine Interface. Sold on the vast majority of today’s press brakes, these products help operators make more accurate bends while saving time. Robust, PC based, HMI’s offer 3D bend simulation and sequencing software, tool and program storage for easy recall and setup, and precise control of auxiliary components. Most reputable HMI’s have on screen help and training buttons that aid the operator with any questions that arise during the bending process.
 Manipulating material has been solved within the press brake with the use of gauging systems. Back gauges are controlled by the HMI and can be preprogrammed to station the fingers relative to the bend sequence. With up to six axes of control, gauging systems allow the operator to remove the guess work out of plate positioning.
Manipulating material has been solved within the press brake with the use of gauging systems. Back gauges are controlled by the HMI and can be preprogrammed to station the fingers relative to the bend sequence. With up to six axes of control, gauging systems allow the operator to remove the guess work out of plate positioning.
 Shimming dies to correct for bed deflection is a time consuming process that does not always guarantee accuracy in bending. To solve that problem, many press brake suppliers also offer deflection compensation systems, or crowning. Some brake manufacturers machine a micro crown in the bed to help offset the bed deflection, but this practice isn’t practical for smaller press brakes. Crowning systems are typically CNC controlled and are programmed to automatically adjust based on material parameters in the program.
Shimming dies to correct for bed deflection is a time consuming process that does not always guarantee accuracy in bending. To solve that problem, many press brake suppliers also offer deflection compensation systems, or crowning. Some brake manufacturers machine a micro crown in the bed to help offset the bed deflection, but this practice isn’t practical for smaller press brakes. Crowning systems are typically CNC controlled and are programmed to automatically adjust based on material parameters in the program.
Tool change time has dramatically decreased with the advent of precision ground, segmented punches. Whereas the operator used to have manually unclamp full length punches and drag them out of the end of the brake, segmented tools can be loaded and unloaded from the front of the machine. Most tools are now “self-seating” and are coupled with hydraulic clamping systems to provide extreme accuracy with minimal set up time.
Press brakes have been in fabrication shops for years, but as technology has advanced, the production and accuracy of part making has vastly improved while creating economic prosperity for those companies embracing the technological advances. As parts become harder to form with tighter tolerances and more unique shapes, the companies embracing these changes will be able to withstand and overcome the challenging problems presented in today’s metal forming world.
Chris Robinson
Sales Manager
Pacific Press Technologies
714 N. Walnut Street
Mt. Carmel, IL 62863